今典·专业精密机械组件制造商
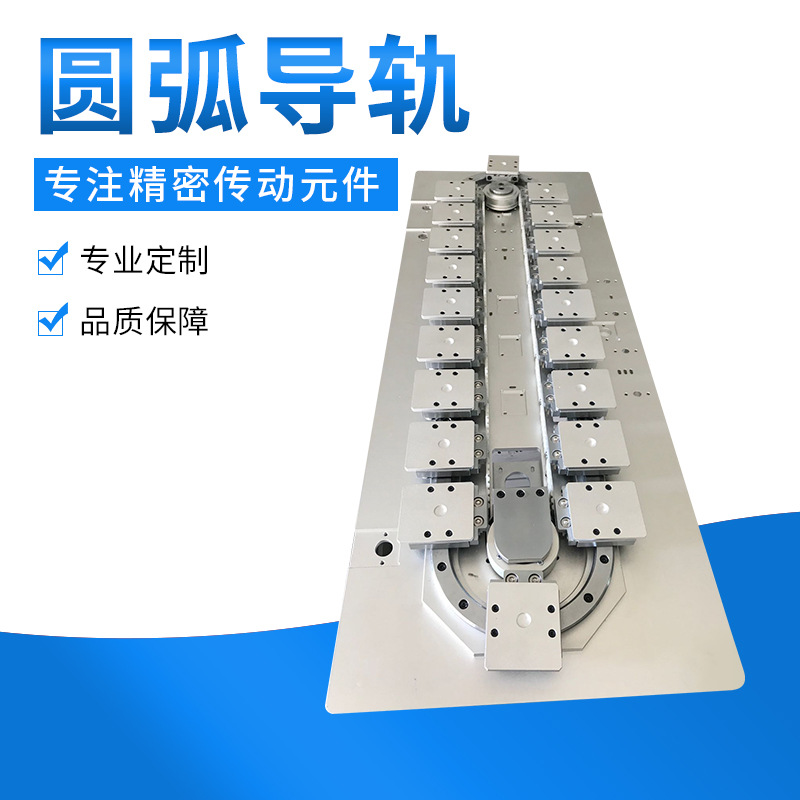
专业从事智能自动化环形轨道、自动循环生产线
服务咨询热线:
13751221390
专业从事智能自动化环形轨道、自动循环生产线
服务咨询热线:
13751221390
今典定制的不仅是精密机械组件,还是您的专属品质








 实力
实力雄厚的生产实力,值得信赖
Strong production strength, trustworthy
 品质
品质 
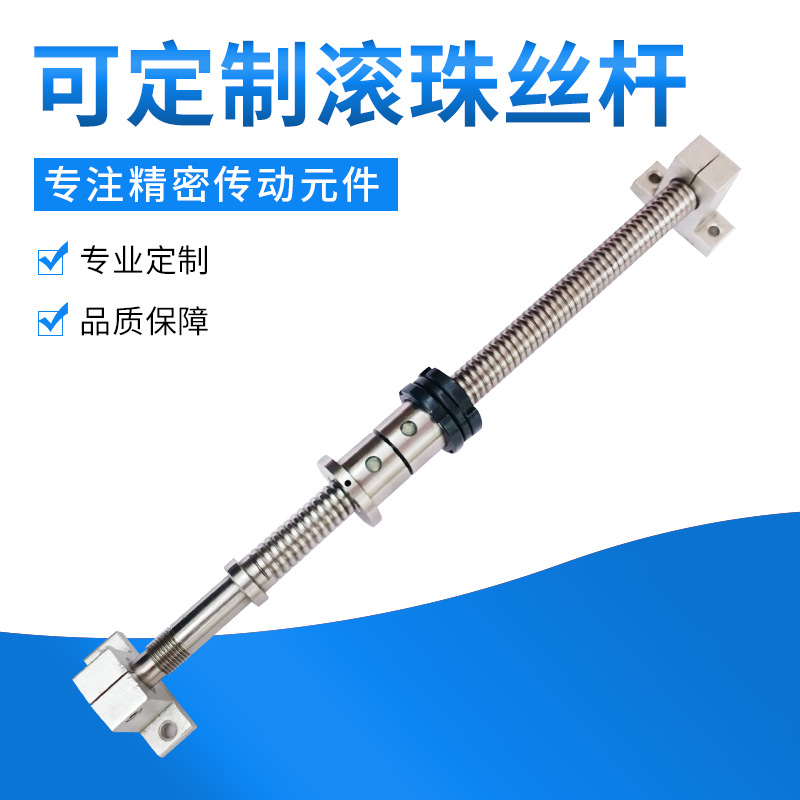
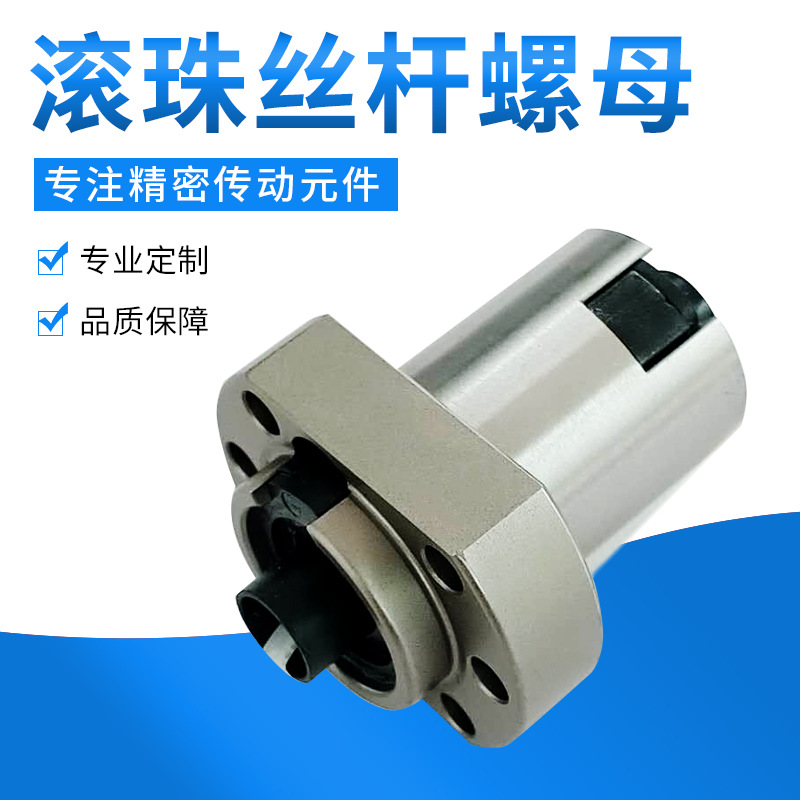
专业于精密机械组件制造
Specializing in the manufacture of precision mechanical components 高效
高效 准确快速配送,省心省力
Accurate and fast delivery, peace of mind
 服务
服务 


微信联系

手机网站